Hogyan kerüljük el a Termelés Szűk a Lean Módszerek, Eszközök
Amikor a Kínai gyárak teljesíteni vevői megrendelések időben, látjuk, hogy sokan közülük fontolnod, hogy a növekvő kapacitás, elemzése nélkül, hogy valójában mi tartja, hogy a termékek eljussanak az ügyfelek megfelelően az első helyen.
a problémák olyan egyszerű dolgokban rejlenek, mint egy munkaállomás, gép, tesztelés vagy akár egy szállító. Azt is tapasztalhatja, hogy a saját tervezés, pénzügyi rendszerek, raktárak és az ügyfelek befolyásolhatják a termelést és a szállítást.,
hogyan lehet elemezni a folyamatok tényleges vs. potenciális kapacitását? Hogyan tudja megtudni, hogy mit kell rögzíteni? A szűk keresztmetszetek azonosításával és azok kezelésével. Ebben a cikkben elmagyarázzuk, hogyan kell ezt megtenni.
mi a szűk keresztmetszet a termelésben?
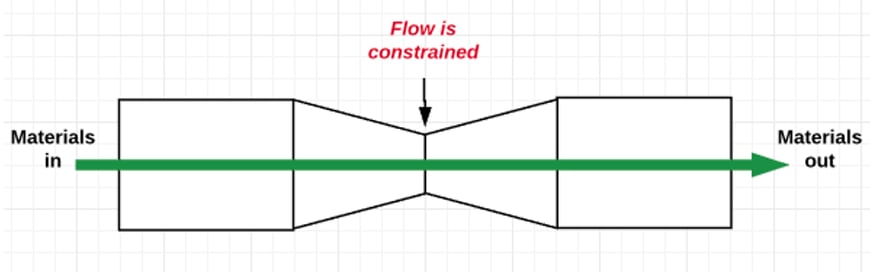
a szűk keresztmetszet olyan, ami korlátozza a rendszer kapacitását. Csakúgy, mint egy üveg bor kisebb nyaka megakadályozza, hogy az üveg tartalmát néhány másodperc alatt kiöntse, ha véletlenül felborul.
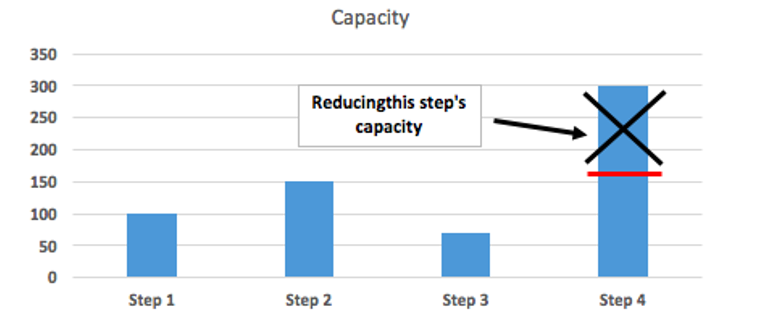
nézzük ezt más módon. Lehet, hogy 4 lépés van egy folyamatban., A következő példában a 3. lépés a szűk keresztmetszet (csak 70 kapacitással), amint azt a folyamatos piros vonal jelzi. Az korlátozza, hogy az egész folyamat’ kapacitás:
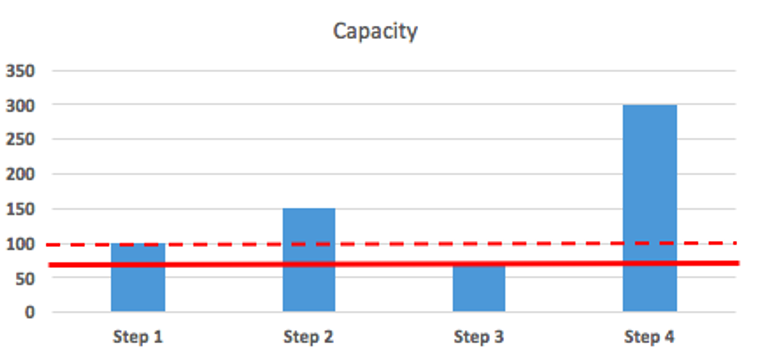
Ha emelik a kapacitás 90, az egész folyamat kimeneti lehet menni akár 90, ekkor 2 szűk keresztmetszetek: lépés 1 lépés 3 (lásd a szaggatott piros vonal alatt). Más szóval, ha a lépés kapacitását 29% – kal növeljük, akkor a teljes folyamat kapacitását 29% – kal növeljük.,
Lean módszerekkel a termelési szűk keresztmetszetek elkerülése érdekében
1. lépés: Keresse meg a & azonosítsa a gyártási szűk keresztmetszeteket
Ha a szűk keresztmetszet nem az első művelet egy műveletsorozatban, sok leltár hajlamos várni a szűk keresztmetszet előtt. Például egy tanulmányban az értékfolyam-térkép kimutatta, hogy 30 napos leltár vár a CNC megmunkálás előtt, további 45 nap pedig az összeszerelés előtt várt: ezek voltak a gyár 2 szűk keresztmetszete.
tudományosabb megközelítés az, hogy egy sávdiagramot készítsen, amint az az előző szakaszban látható., Ez az egyik leggyakoribb lean módszer és eszköz, amelyet arra használnak, hogy kiszámítsák, mennyire kiegyensúlyozott (vagy kiegyensúlyozatlan) egy folyamat.
Megjegyzés: győződjön meg róla, hogy a folyamat lépésenkénti kapacitását nem személyenként vagy gépenként számítja ki (mivel egy folyamatlépés részeként egynél több személy/gép lehet). És bontsa le a folyamatot olyan lépésekben, amelyeknek van értelme. A Junior ipari mérnökök tudják, hogyan kell ezt csinálni, és ez tényleg nem bonyolult.
az ügyfelek termelési szűk keresztmetszetként
az ügyfelek többféle módon szűk keresztmetszetekké válhatnak., Ők történhet az ügyfél változó mérnöki egyszer a megrendelést, vagy ha közvetlen alkatrészek, lehet lassú rész szállítás. Az ügyfél is lehet a szűk keresztmetszet miatt rossz tervezés a végén. Megrendeléseket küldenek, és az egész időszak alatt, amikor termelniük kell, sok változtatást hajtanak végre. Ezek a változások megváltoztathatják a szerszámokat, rossz anyagokat állíthatnak fel a vonalhoz, vagy problémákat okozhatnak, ha egy termék bonyolultsága túl nagy, és jó keverékre van szüksége ahhoz, hogy a vonal megfelelően működjön.,
ebben az esetben az ügyfél kezelése fontos. A havi tervezést elvégezheti, a tervezést pedig úgy javíthatja, hogy a munkafolyamatot vezérelheti. Ez gyakran szükséges. A hónap végére rendben lesz, de lehet, hogy nem felel meg a napi tervnek.
berendezések termelési szűk keresztmetszetként
a berendezések karbantartása szintén fontos. Cikkeinkben sokszor beszéltünk a karbantartásról, de a legnagyobb szűk keresztmetszet akkor jön létre, amikor a gépek nem működnek, ha szükséges.,
megelőző és prediktív karbantartás lesz a legnagyobb segítség, hogy a berendezés fut. Ezeknek a programoknak a beállítása kötelező lesz. A folyamat legfontosabb része a jól képzett emberek kezelése. Ezek az emberek megérik a plusz fizetést. Ők tartják a gyár működését, és gondoskodnak arról, hogy továbbra is dolgozik.
ellátási lánc szűk keresztmetszetként
a termék 15 különböző beszállítótól származó 20 különböző részből állhat. Ha az egyik ilyen beszállító nem tud alkatrészeket szállítani az ütemterv szerint, visszatartják Önt.,
ideális esetben minden egyes részhez biztonsági mentési beszállítók lennének. A standard alkatrészek esetében nem nehéz, de az egyedi alkatrészek esetében sokkal időigényesebb.
lehet, hogy nem lehetséges az ön számára, ha ugyanabban a helyzetben, mint a tipikus autó gyártó (váltás 1 új gyárban 1 rész kiváltó nagyon drága biztonsági vizsgálat & jóváhagyások). Ebben az esetben a szilárd kockázatelemzés előzetes elengedhetetlen.,

2. lépés: csökkentse a szűk keresztmetszetek hatását a termelésben
most, hogy látja a szűk keresztmetszeteket, mit kell tennie? Szűk keresztmetszetek nem feltétlenül gonosz, amint azt Eli Goldratt a cél. Nem lehet elkerülni őket (mindig lesz legalább egy szűk keresztmetszet). De meg kell tervezni a szűk keresztmetszet(ek) körül.
3 közös megközelítések a Kapacitásalapú szűk keresztmetszetek kezelésére:
1. Emelje fel a jelenlegi szűk keresztmetszet(ek) kapacitását.,
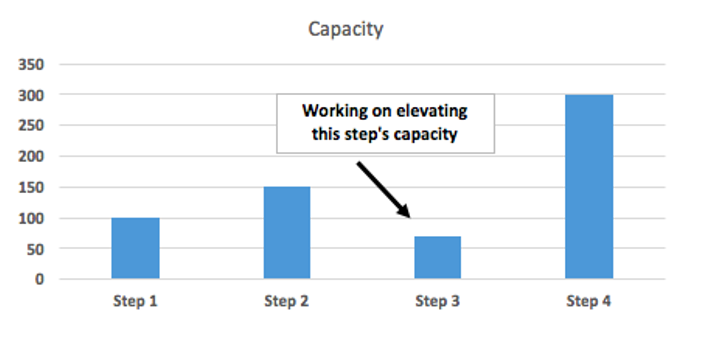
számos lehetőség van e cél elérésére:
- folyamatfejlesztés – például az OEE alkatrészeinek tanulmányozása egy berendezés számára, valamint az arányok javítása.
- kapacitás hozzáadása az erőforrások növelésével (férfiak, gépek…) – ez gyakran a legjobb az olcsó, alacsony technológiájú, alacsony komplexitású berendezésekkel, amelyek ritkábban lesznek le, mint egy összetett, high-tech megoldás.,
- kapacitás hozzáadása a folyamat további automatizálásával – mindig azt tanácsoljuk, hogy gondosan értékeljük a teljes automatizálás előnyeit, és lassan haladjunk ebbe az irányba (hagyja, hogy a személyzet megismerje az automatizálást és annak fenntartásának módját).
- alvállalkozói munka más vállalatoknak, ha szükséges-nyilvánvalóan problémákat okozhat a minőség és a titoktartás szempontjából, de a gyár gazdasági előnyeit nem szabad elhanyagolni, ha a kereslet egyenetlen/szezonális.
2., Eladni az extra, a fel nem használt kapacitás más (nem szűk keresztmetszet) folyamat lépései
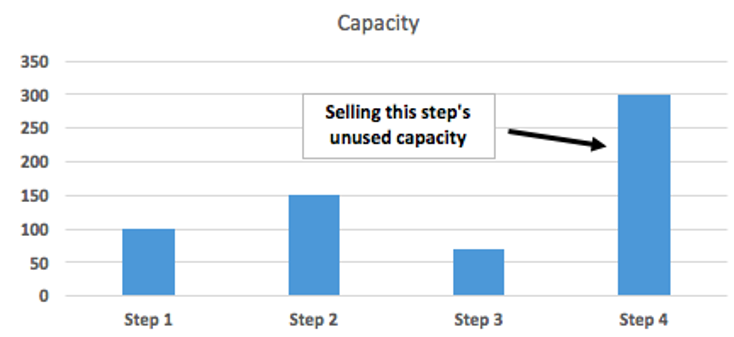
például, ha 20 injekció prések, de csak akkor használja, 12 őket, lehet, hogy más cégek érdeklődnek a alvállalkozói egy fröccsöntő munka. Pénzt fog keresni, amíg többet számít fel, mint a változó költségek.
3., Épít le, fel nem használt kapacitás
például lehet eladni a 8 injekció prések, hogy nem szükséges a saját működését, valamint feküdt le / kiszorítják a szereplők, illetve technikusok voltak, gondoskodik azok a 8 prések.
záró szavak
a szűk keresztmetszet fogalma központi szerepet játszott a megszorítások elméletében. Valójában központi szerepet játszik a Lean Manufacturing Just-In-Time pillére,de kifejezetten nem említik. Mint fentebb megjegyeztük, a munka bontási lapján alapuló egyszerű sávdiagram általában a leginkább adaptált eszköz. Egy értékfolyam térkép is segíthet.,
és Ön, dolgozott már a műveletek szűk keresztmetszetén? Találkoztál már sikerrel? Talán megoszthat néhány észrevételt a közösségünknek az alábbi megjegyzésekben?
















